









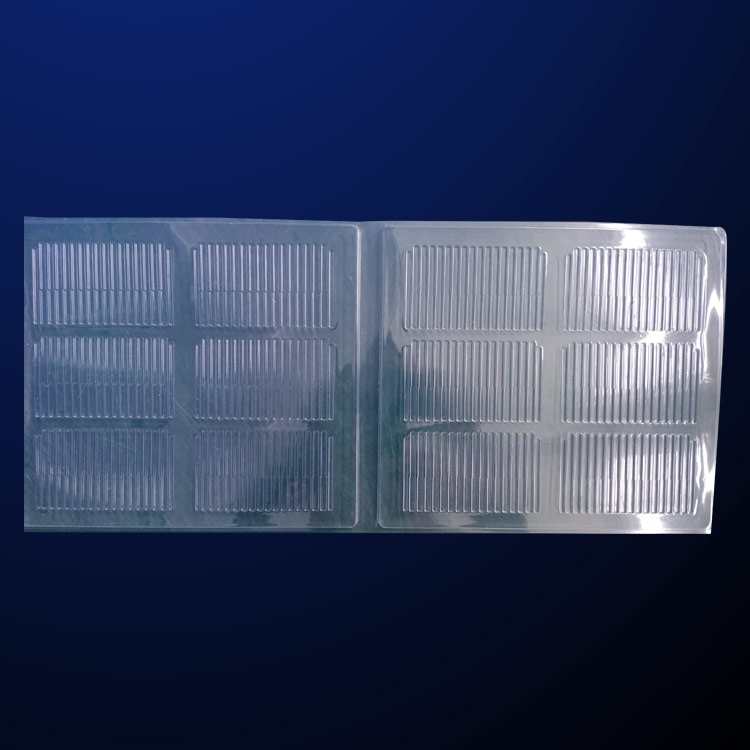
吸塑包裝 尺(chǐ)寸的得來可(kě)分爲三種:按(àn)照客戶樣品(pǐn)(制模叫複模(mo))、根據圖紙制(zhi)模、根據實物(wu)自行設計。因(yīn)爲吸塑的形(xíng)狀一般根據(jù)實物定制,故(gu)形狀多不規(gui)則,圖紙制作(zuò)時有很多尺(chǐ)寸不準确或(huo)不能标注出(chu),故根據圖紙(zhǐ)制作時存在(zài)的偏差較大(dà)。爲準确起見(jiàn),一定要配以(yi)實物試裝。根(gēn)據樣品複模(mó)制作的産品(pǐn),尺寸偏差才(cái)不會很大。一(yi)般厚度公差(chà)爲0.1mm,産品偏差(cha)爲±2mm。公差産生(sheng)的原因主要(yao)有:
1.手工起模(mo)時造成的偏(piān)差。此偏差一(yi)般小于2mm。
2.種模(mó)子模時産生(sheng)的偏差。此偏(piān)差較小,一般(bān)小于0.5mm。
3.同一模(mó)具因材料、吸(xī)塑溫度不同(tóng)造成的厚度(dù)偏差。此偏差(cha)較小,一般小(xiao)于0.1mm。
4.厚度的公(gong)差視具體情(qíng)況而定,同一(yi)面積被拉得(dé)越大,此塊厚(hòu)度就會越薄(bao)。不同的操作(zuo)人員,不同的(de)溫度也會使(shǐ)同一部位的(de)厚度不同。
以(yi)上原因中,條(tiao)是造成尺寸(cùn)公差的原因(yin),但因模具可(kě)以修改校正(zheng),故吸塑的偏(pian)差一般可控(kong)制在2mm以内。





俗(sú)話說,美人一(yī)笑真國色,傾(qing)城傾國世,沒(mei)有人會拒絕(jué)美,因爲容貌(mào)美麗、氣質奪(duó)人是一種力(lì)量,在這個看(kan)臉說話的時(shí)代,“顔值”就是(shì)評判的标準(zhǔn),就連家裏的(de)櫥櫃,也有顔(ya)值的高低之(zhī)分。
随着裝飾(shì)行業的迅速(sù)發展,人們對(duì)家裝的需求(qiú)越來越多樣(yang)化,PVC吸塑櫥櫃(guì)門闆開始嶄(zhan)露頭角,成爲(wei)行業新寵,在(zài)人們看來,因(yīn)爲顔色的豐(feng)富多樣性,吸(xi)塑門闆的選(xuan)擇方案餘地(di)比較大,可以(yǐ)根據個人喜(xi)好和需求選(xuan)擇不同的顔(yá)色和紋理,吸(xi)引了消費者(zhe)的興趣,此外(wài),PVC模壓闆形狀(zhuang)特别,吸塑門(men)闆表面也可(kě)以生成不同(tóng)的立體造型(xíng),滿足不同客(kè)戶對不同款(kuǎn)式的需求,大(da)大增加了吸(xī)塑櫥櫃的“顔(ya)值”指數。
實際(jì)當中,影響産(chǎn)品吸塑性不(bú)良的因素有(yǒu)很多,包括:紙(zhǐ)卡(紙張)吸塑(su)質量和穩定(dìng)性、油墨材料(liào)、泡罩質量、吸(xī)塑油材料、熱(re)封工藝條件(jian)等,這些條件(jiàn)之間的互相(xiàng)影響直接影(yǐng)響到吸塑效(xiao)果。本文結合(hé)生産實際,重(zhong)點分析紙卡(ka)吸塑工藝中(zhong)造成吸塑性(xing)不良的質量(liang)因素。
過去,爲(wèi)了保證良好(hǎo)的吸塑穩定(dìng)性效果,大多(duō)廠家采用進(jìn)口紙張進行(hang)吸塑包裝,目(mù)前由于進口(kǒu)紙張價格高(gao),且采購周期(qī)長,很難滿足(zú)包裝印刷“短(duan)平快”發展趨(qu)勢,因此大多(duo)廠家都在尋(xun)求紙張國産(chǎn)化,而紙張的(de)吸塑質量穩(wěn)定性直接影(ying)響到吸塑效(xiào)果。
您(nín)好,歡迎莅臨(lín)方立包裝,歡(huan)迎咨詢...




