







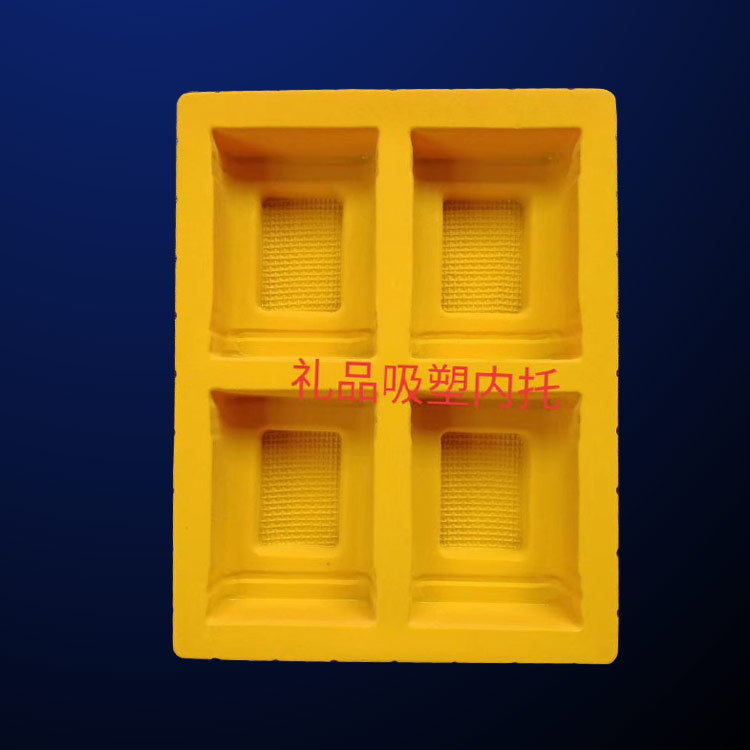

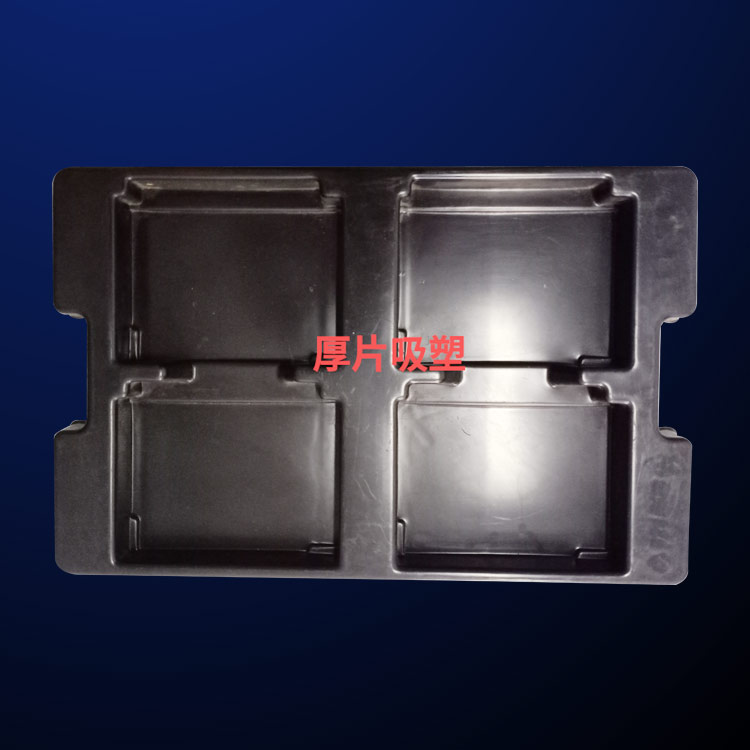
厚片吸塑(su)工藝簡介 主要(yào)生産設備: 厚片(piàn)吸塑機,亞克力(lì)激光機,進口CNC,平(ping)面切割機,分割(gē)機,折彎機。 吸塑(sù)制作原理: 一種(zhǒng)塑料加工工藝(yì),以熱塑性塑料(liao)片材爲原料,通(tong)過烤爐加熱至(zhi)軟化溫度,再通(tong)過塑料闆材與(yǔ)吸塑成型模具(ju)之間的真空負(fu)壓作用,使塑料(liao)闆材吸附在模(mo)具表面,周圍密(mì)封,抽掉裏面的(de)真空,讓闆材完(wán)全粘緊在模具(ju)上,這樣就會得(dé)到跟模具一模(mo)一樣的形狀,再(zài)用風機和噴水(shuǐ)使闆材冷卻,即(jí)可脫模成型。 厚(hòu)片吸塑優缺點(dian): 在塑料加工領(lǐng)域,厚片吸塑成(cheng)型被認爲是一(yī)種具有很大發(fā)展潛力的加工(gōng)方法。具有價格(ge)低廉、模具費用(yòng)低、生産、形狀及(ji)色彩選配自由(yóu)、耐腐蝕、重量輕(qing)等優點。但厚片(pian)吸塑成型隻能(néng)生産結構簡單(dan)的半殼型制品(pin),而且制品壁厚(hou)有些不均勻(一(yi)般直側面稍薄(bao)),不能制得壁厚(hòu)完全一樣的塑(su)料制品。 工藝應(ying)用範圍: 目前适(shi)用很廣泛,如機(ji)器外殼、大家電(diàn)、電動汽車覆件(jiàn)、物流托盤、大型(xíng)玩具、燈飾外罩(zhao)、廣告燈箱、展示(shì)架類和衛浴等(děng)各大行業。 客戶(hu)下單流程: 接收(shōu)訂單——根據客戶(hu)産品圖紙或樣(yàng)闆開模具——制作(zuò)樣品确認——材料(liào)定購——吸塑成型(xíng)——CNC切割——修邊及表(biǎo)面處理包裝出(chū)貨




對于厚片吸(xī)塑常用的原材(cái)料片材主要有(yǒu)HDPE、ABS、ABS+TPU等,下面簡單介(jie)紹一下這三種(zhǒng)材料的基本特(te)點。 (1) HDPE(高密度聚乙(yi)烯)材料:它具有(you)良好的耐熱、耐(nai)寒性、化學穩定(ding)性、較高的剛性(xìng)、韌性和優良的(de)耐環境應力開(kai)裂性。主要用途(tú):200升水桶、油箱、托(tuo)闆、大型部件、遊(yóu)艇、吸塑托盤頂(dǐng)蓋、大部份汽車(chē)零配件的包裝(zhuang)等。 (2) ABS(腈-丁二烯-塑(sù)料)材料:它有良(liang)好抗沖擊性、耐(nài)熱性、耐低溫性(xìng)、耐化學藥品性(xing)及電氣性能優(yōu)良,相對HDPE有易形(xíng)成、制品尺寸穩(wěn)定、表面光澤性(xing)好、承載抗壓性(xing)能更好等特點(diǎn)。在耐低溫性、韌(rèn)性和耐環境應(ying)力開裂性方面(mian)HDPE更有優勢。主要(yao)用途:廣泛應用(yòng)于汽車、電子電(diàn)氣、辦公和通訊(xùn)設備等領域。在(zai)包裝領域主要(yào)用于對包裝尺(chi)寸精度要求較(jiào)高的機械手自(zi)動取件項目上(shang)。 (3) ABS+TPU(熱可塑性聚氨(an)酯)材料:它具有(yǒu)是一種在ABS制闆(pǎn)工藝過程增一(yī)道特殊的共擠(ji)工藝使ABS闆材表(biao)面覆上一層TPU膜(mó)新型闆材。采用(yòng)此材料的制品(pin)既有ABS優異的機(ji)械性能還具有(yǒu)TPU的高耐磨抗撕(si)裂能力。此材料(liào)的成本是一般(ban)材料的2~3倍。也正(zheng)因爲成本之高(gāo),此類材料的應(ying)用受到一定的(de)限制。TPU特點:耐磨(mo)性能當材料在(zai)使用過程中經(jing)常受摩擦、刮磨(mó)、研挫等機械作(zuò)用,會引起其表(biao)面逐步磨損,因(yīn)此材料的耐磨(mo)耗性能顯得非(fēi)常重要。TPU塑膠原(yuan)料耐磨性能優(you)異,較天然橡膠(jiāo)耐磨五倍以上(shang),是耐磨制品的(de)材料之一,一般(ban)而言TPU具有較高(gāo)的抗撕裂能力(lì),撕裂強度與一(yi)些常用的塑膠(jiao)比較是非常優(yōu)異的。主要用途(tu):主要應用于汽(qì)車内飾件。在包(bao)裝領域主要用(yòng)于對零件清潔(jié)度要求較高零(líng)件配件,如發動(dòng)機、變速箱等動(dong)力系統的零件(jian)包裝。

采用全自(zi)動高速吸塑成(cheng)型機生産,其基(jī)本原理是:将成(cheng)卷的片材拉進(jin)電爐烘箱内加(jiā)熱至軟化狀态(tai),乘熱再拉到吸(xi)塑模具上方,模(mo)具上移并抽真(zhēn)空,将軟化的片(pian)材吸附到模具(ju)表面,同時将冷(leng)卻水以霧狀噴(pen)于成型片材表(biǎo)面,使其硬化,成(chéng)型的片材再自(zì)動被拉至貯料(liao)箱,氣動裁刀将(jiang)成型與未成型(xing)片材分離,從而(er)完成全部過程(chéng)。吸塑産品出現(xiàn)的主要質量問(wèn)題大多在此過(guò)程發生: a.吸塑不(bú)到位,是指形狀(zhuàng)變形,沒有吸塑(su)成與模具相同(tong)形狀的産品; b.吸(xī)塑過度,是指産(chan)品過薄; c.拉線,是(shi)指成型産品上(shàng)出現不應有的(de)線痕; d.厚薄不均(jun1)。這些問題都需(xu)要在上好模具(jù)後,調試到位,包(bao)括:片材前進的(de)時間、加熱的溫(wēn)度和時間、抽真(zhēn)空的強度和時(shi)間、上模下落的(de)位置、時間和深(shen)度、拼版中模具(jù)的擺放位置、模(mo)具間是否加附(fu)件等等。

·



