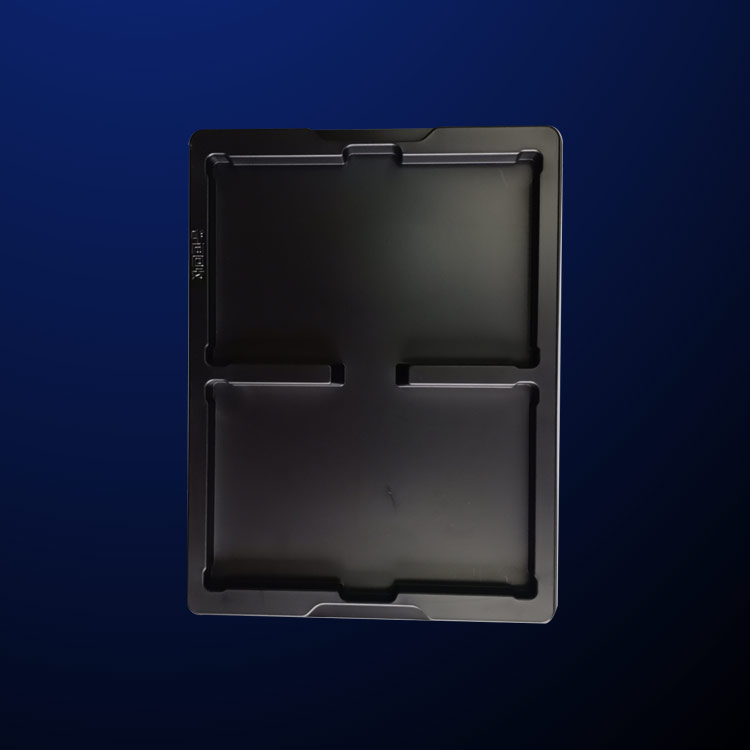







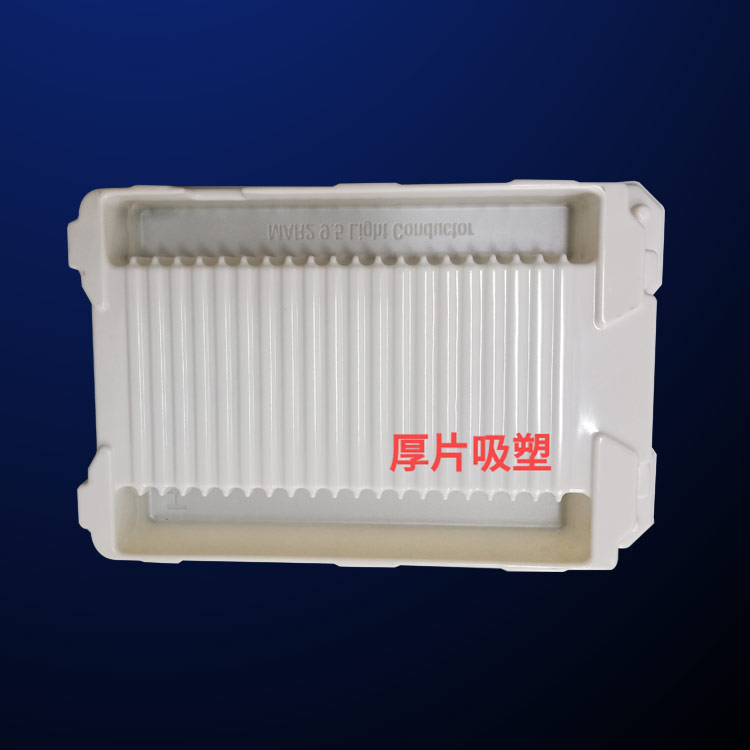
吸(xī)塑包裝 制品厚薄(báo)度不均勻是怎麽(me)造成的?如何解決(jue)這樣的問題?
厚薄(báo)度不均勻有常見(jian)的幾點,上架、片材(cai)、溫度等。上架在壓(ya)吸塑包裝産品的(de)時候位置的調整(zheng)是很關鍵的,要是(shì)有錯位或擺放不(bú)合理的現象時,出(chu)現會産生厚度不(bú)均勻。與片材有關(guān)系的就是片材在(zai)生産的過程當中(zhōng)沒有将厚度調好(hǎo),所以才會導緻這(zhe)樣的質量問題。溫(wen)度的調試也有直(zhí)接關系的,而且要(yao)根據不同的模具(ju)不同的材料調節(jie)相對應溫度的高(gao)低,否則就出現了(le)不均勻的現象。解(jie)決方法是注意上(shàng)架的位置調整,片(pian)材的情況供應商(shang)的協商,溫度調到(dào)片材和模具的适(shi)合度。
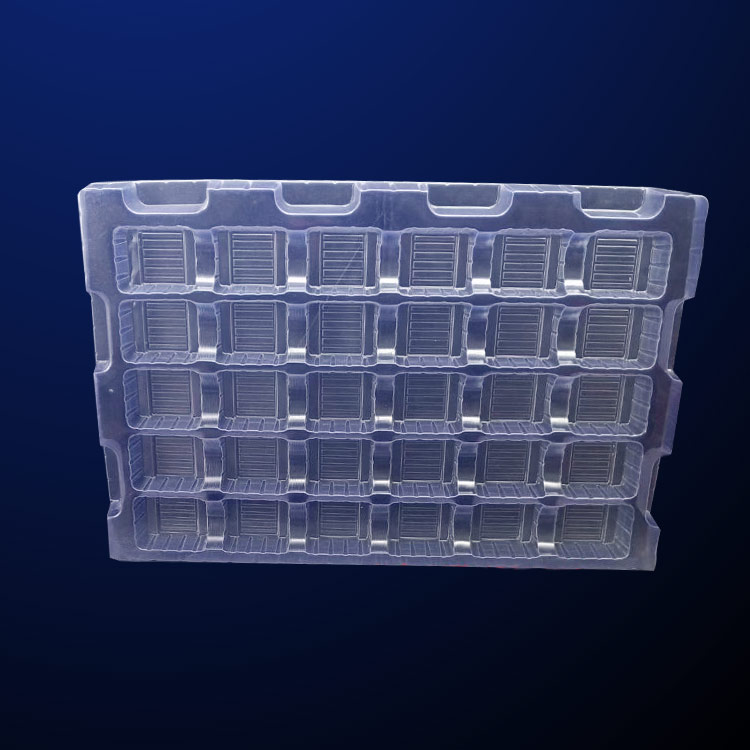
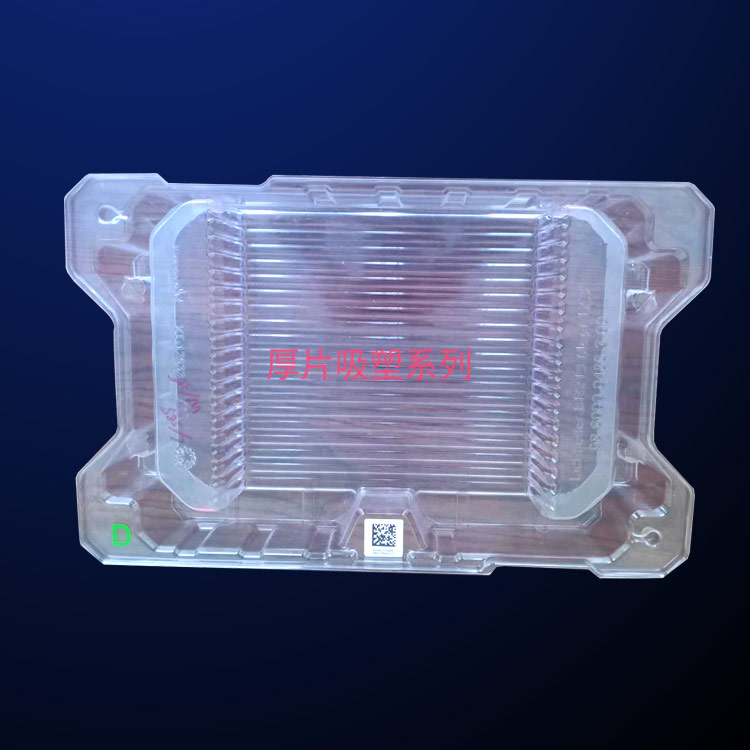
吸塑包裝制(zhi)品的拉線是什麽(me)?怎麽導緻的?如何(hé)解決?
拉線就是在(zài)産品的邊上會出(chū)現凸出來的一條(tiáo)線嚴重的影響到(dào)了包裝的外觀,導(dǎo)緻生成的原因就(jiu)是,這樣的情況與(yu)吸塑模具的結構(gòu)制造有關,吸塑成(cheng)型機的控制性的(de)操作,溫度調整,上(shang)架有很大的關系(xì),解決方法是模具(jù)的質量控制,機器(qì)和溫度參數調節(jiē),上架擠壓等。




吹塑:尼龍經(jīng)過擠出得到的管(guǎn)狀塑料型坯,趁熱(rè)置于對開模中,閉(bì)模後立刻在型坯(pi)中緊縮空氣使塑(su)料型坯吹脹而緊(jǐn)貼在模具内壁上(shang),經冷卻脫模,得到(dao)各種中空制品。主(zhu)要産品是:尼龍腸(cháng)衣膜、瓶子、罐子、尼(ní)龍管等。
注塑:成型(xing)多用于熱塑性塑(sù)料.它與擠塑成型(xing)相相似,所不同的(de)是熔融塑料經噴(pēn)嘴進入的是閉合(hé)模具内,在模具内(nei)凝固成型而得制(zhi)品。多消費小包裝(zhuāng)盒,日用品.異型零(ling)件等.它也可用于(yú)繁華性塑料加工(gong)。
吸塑:塑料加工工(gōng)藝,主要原理是将(jiang)平展的塑料硬片(pian)材加熱變軟後,采(cǎi)用真空吸附于模(mó)具外表,冷卻後成(cheng)型,儉省原輔資料(liào)、質量輕、運輸便當(dāng)。

影響文具吸塑包(bao)裝盒 包裝生産的(de)因素:
1.文具吸塑包(bao)裝盒吸塑模也是(shì)很關鍵的,發熱片(piàn)一定要四周均勻(yún),高低一緻,不能有(you)很多接頭,否則吸(xi)塑效果很差;
2.紙張(zhāng):首先紙張本身要(yào)符合吸塑要求,印(yìn)刷前要做白紙吸(xī)塑測試,OK後方可印(yìn)刷。現在市場上吸(xī)塑效果較好是韓(hán)松的白底白闆和(hé)白馬紙;
3.吸塑機的(de)溫度和壓力時間(jiān)的控制要掌握好(hǎo),如果有膠片被燒(shāo)壞說明溫度過高(gao)或熱壓時間過長(zhang);
4.文具吸塑包裝盒(hé)吸塑油的種類很(hěn)多,有普通吸塑油(you),環保吸塑油,強力(li)吸塑油,不同的油(you)對應的紙張類型(xíng)不同,對應的吸塑(su)材料不同,如PET材料(liào)就要用白底白闆(pǎn)的韓松紙和環保(bao)吸塑油,PVC材料就可(ke)以用灰底白闆紙(zhi)和普通吸塑油來(lái)搭配;
5.不同的PVC/PET片材(cai)厚度對文具吸塑(sù)包裝盒吸塑效果(guo)影響很大,越厚的(de)材料越容易吸塑(sù),一般吸塑包裝用(yòng)品的吸塑罩材料(liao)厚度爲0.15--0.17mm,低于0.15mm的吸(xi)塑罩很難吸塑的(de)上;
6.印刷的油墨對(duì)文具吸塑包裝盒(he)吸塑效果影響很(hěn)大:實地的大面積(ji)印刷吸塑效果要(yào)差很多,尤其是熒(yíng)光成份的油墨,印(yìn)刷後油墨要幹透(tòu)後過吸塑;
8.吸(xī)塑跟壓力也有關(guan)系,但是很多機器(qi)調整不了壓力。如(ru)果發現吸塑不上(shàng)可以加大壓力再(zai)試試;
9.吸塑後裝箱(xiāng)可做試摔測試。